
Page 210 - Demo
P. 210
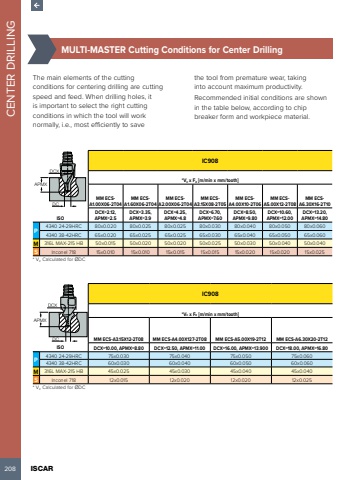
208 ISCAR CENTER DRILLING %u00bd%u0009MULTI-MASTER Cutting Conditions for Center DrillingThe main elements of the cutting conditions for centering drilling are cutting speed and feed. When drilling holes, it is important to select the right cutting conditions in which the tool will work normally, i.e., most efficiently to save the tool from premature wear, taking into account maximum productivity. Recommended initial conditions are shown in the table below, according to chip breaker form and workpiece material.APMXDCXDCIC908*Vc x Fz [m/min x mm/tooth]MM ECSA1.00X06-2T04MM ECSA1.60X06-2T04MM ECSA2.00X06-2T04MM ECSA3.15X08-2T05MM ECSA4.00X10-2T06MM ECSA5.00X12-2T08MM ECSA6.30X16-2T10ISODCX=2.12, APMX=2.5DCX=3.35, APMX=3.9DCX=4.25, APMX=4.8DCX=6.70, APMX=7.60DCX=8.50, APMX=9.80DCX=10.60, APMX=12.00DCX=13.20, APMX=14.80P4340 24-29HRC 80x0.020 80x0.025 80x0.025 80x0.030 80x0.040 80x0.050 80x0.0604340 38-42HRC 65x0.020 65x0.025 65x0.025 65x0.030 65x0.040 65x0.050 65x0.060M 316L MAX-215 HB 50x0.015 50x0.020 50x0.020 50x0.025 50x0.030 50x0.040 50x0.040S Inconel 718 15x0.010 15x0.010 15x0.015 15x0.015 15x0.020 15x0.020 15x0.025* Vc Calculated for %u00d8DCAPMXDCXDCIC908*Vc x Fz [m/min x mm/tooth]MM ECS-A3.15X12-2T08 MM ECS-A4.00X127-2T08 MM ECS-A5.00X19-2T12 MM ECS-A6.30X20-2T12ISO DCX=10.00, APMX=8.80 DCX=12.50, APMX=11.00 DCX=16.00, APMX=13.900 DCX=18.00, APMX=16.80P 4340 24-29HRC 75x0.030 75x0.040 75x0.050 75x0.0604340 38-42HRC 60x0.030 60x0.040 60x0.050 60x0.060M 316L MAX-215 HB 45x0.025 45x0.030 45x0.040 45x0.040S Inconel 718 12x0.015 12x0.020 12x0.020 12x0.025* Vc Calculated for %u00d8DC
