
Page 90 - Demo
P. 90
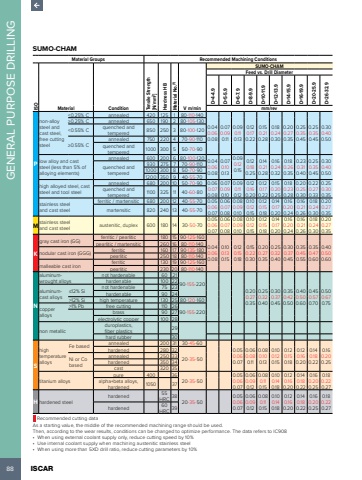
88 ISCAR GENERAL PURPOSE DRILLINGSUMO-CHAMMaterial Groups Recommended Machining ConditionsISOMaterial Condition Tensile Strength [N/mm2] Hardness HB Material No.(1)V m/minSUMO-CHAMFeed vs. Drill DiameterD=4-4.9 D=5-5.9 D=6-7.9 D=8-9.9 D=10-11.9 D=12-13.9 D=14-15.9 D=16-19.9 D=20-25.9 D=26-32.9mm/revPnon-alloy steel and cast steel, free cutting steel<0.25% C annealed 420 125 1 80-110-1400.040.060.080.070.090.110.090.110.130.120.170.220.150.210.280.180.240.300.200.270.350.250.350.450.250.350.450.300.400.50%u22650.25% C annealed 650 190 2 80-105-130<0.55% C quenched and tempered 850 250 3 80-100-120%u22650.55% Cannealed 750 220 4 70-90-110quenched and tempered 1000 300 5 50-70-90low alloy and cast steel (less than 5% of alloying elements)annealed 600 200 6 80-100-120 0.040.060.080.070.100.130.090.120.150.120.180.250.140.210.280.160.240.320.180.260.350.230.310.400.250.350.450.300.400.50quenched and tempered930 275 7 70-90-1101000 300 8 50-70-901200 350 9 40-55-70high alloyed steel, cast steel and tool steelannealed 680 200 10 50-70-90 0.060.070.080.070.090.100.090.110.120.120.160.200.120.170.220.150.200.250.180.230.280.200.250.300.220.270.330.250.300.35quenched and tempered 1100 325 11 40-60-80stainless steel and cast steelferritic / martensitic 680 200 12 40-55-70 0.050.060.070.060.070.080.080.090.100.100.120.150.120.150.180.140.170.200.160.200.240.160.210.260.180.240.300.200.270.35 martensitic 820 240 13 40-55-70M stainless steel and cast steel austenitic, duplex 600 180 14 30-50-700.050.060.070.060.070.080.080.090.100.100.120.150.120.150.180.140.170.200.160.200.240.160.210.260.180.240.300.200.270.35Kgray cast iron (GG) ferritic / pearlitic 180 15 90-125-1600.040.060.080.100.130.150.120.150.180.150.220.300.200.270.350.250.320.400.300.370.450.350.450.550.350.470.600.400.500.60pearlitic / martensitic 260 16 80-110-140nodular cast iron (GGG) ferritic 160 17 90-135-180pearlitic 250 18 80-110-140malleable cast iron ferritic 130 19 90-125-160pearlitic 230 20 80-110-140Naluminumwrought alloysnot hardenable 60 2190-155-2200.200.270.350.250.320.400.300.370.450.350.420.500.400.500.600.450.570.700.500.670.75hardenable 100 22aluminumcast alloys%u226412% Si not hardenable 75 23hardenable 90 24>12% Si high temperature 130 25 80-120-160copper alloys>1% Pb free cutting 110 26brass 90 27 90-155-220electrolytic copper 100 28non metallicduroplastics, fiber plastics 29hard rubber 30Shigh temperature alloysFe based annealed 200 31 30-45-600.050.060.070.060.080.110.080.100.130.100.120.150.120.150.180.120.160.200.140.180.220.160.200.25hardened 280 32Ni or Co 20-35-50 basedannealed 250 33hardened 350 34cast 320 35titanium alloyspure 400 3620-35-500.050.060.070.060.090.120.080.110.150.100.140.180.120.160.200.140.180.220.160.200.250.180.220.27alpha+beta alloys, hardened 1050 37H hardened steelhardened 55 HRC 3820-35-500.050.060.070.060.090.120.080.110.150.100.140.180.120.160.200.140.180.220.160.200.250.180.22hardened 0.27 60 HRC 39 Recommended cutting dataAs a starting value, the middle of the recommended machining range should be used.Then, according to the wear results, conditions can be changed to optimize performance. The data refers to IC908%u2022 When using external coolant supply only, reduce cutting speed by 10%%u2022 Use internal coolant supply when machining austenitic stainless steel%u2022 When using more than 5XD drill ratio, reduce cutting parameters by 10%
