In der richtigen Spur - mit neuen ISCAR-Werkzeugen für die Eisenbahnindustrie
iner der Hauptkonsumenten von Zerspanungswerkzeugen ist die Eisenbahnindustrie. Es liegt auf der Hand, dass ISCAR seine Rolle als Lieferant für die Bearbeitung von komplexen Projekten in diesem wichtigen Industriebereich daher weiter ausbaut. Es geht dabei immerhin darum, bei der Bearbeitung wesentlicher Komponenten die Forderung nach Prozessauslegungen, effizienter Produktivität und Reduzierung von Bearbeitungs- und Fertigungskosten zu erfüllen – all das verlangt ein vielseitiges Angebot von Standard- aber auch Sonderlösungen.
Die Bearbeitung von Eisenbahnkomponenten ist sowohl für deren Hersteller als auch für die Hersteller von Zerspanungswerkzeugen eine große Herausforderung. Man hat mit einer Menge schwieriger Bedingungen zu tun – relativ große Bauteile, komplexe Strukturen, komplizierte Profile – und ebenfalls mit einer Menge abzutragendem Material, der Forderung nach zuverlässiger Standzeit sowie der Vermeidung hoher Wartungskosten.
Bei der Entscheidung für die passenden Werkzeuge und Wendeschneidplatten für jede Anwendung muss man bestimmte Parameter im Blick haben. Beispielsweise, welcher Werkstückstoff wird bearbeitet, wie ist der Zustand des Bauteils, der Maschine/Antriebsleistung, der Spannvorrichtung usw.
Ein zentraler Erfolgsfaktor für eine optimale Werkzeugentwicklung ist die Erzeugung einer virtuellen Fertigungsumgebung, die den Zerspanungsprozess und die Schnittbedingungen simuliert, um sicherzugehen, dass die gefertigten Werkzeuge die Einschränkungen von Werkstückstoff und Fertigungsumgebung bewältigen und dass sie die bestmögliche Lösung für den speziellen Bedarf des Herstellers von Eisenbahnkomponenten sind.
Beispielsweise kann es sinnvoll sein zu betrachten, wie neue Werkzeuge und Prozesse an die Bearbeitung von Drehgestellen und Weichenstellern angepasst werden. Der Drehgestell-rahmen kommt in allen drei Hauptkategorien des Schienensektors vor: Nahschienenverkehr, Personenschienenverkehr und Güterschienenverkehr. Der Weichensteller ist eines der gängigsten Bauteile, einschließlich Kreuzungspunkte, Weichen-Herzstück und 3-Wege-Weichen.
Rotierende Werkzeuge
Viele Bearbeitungen an einem Eisenbahnbauteil erfolgen durch rotierende Werkzeuge, insbesondere für Fräs- und Bohranwendungen.
Beim Fräsen kommen konische Fräser und Wendelschaftfräser zum Einsatz, aufgrund der großen Menge abzutragenden Materials. Fräser mit tangential montierten Wendeschneidplatten weisen eine höhere Werkzeugstabilität auf und ermöglichen eine engere Zahnteilung, was in höherer Produktivität mündet. Oftmals benötigt man für die Bearbeitung von Eisenbahnkomponenten Werkzeuge mit langen Auskragungen und unterschiedlichen Schnittlängen. Modulare Aufsteckfräserkonfigurationen stellen dafür eine flexible und wirtschaftliche Alternative gegenüber großen Wendelschaftfräsern mit kompaktem Werkzeugkörper dar.
T490 – eine modulare Lösung
Aufsteck-Wendelschaftfräser
Die unterschiedlichen Kombinationen von Basiseinheit und Aufsteckversion resultieren in Wendelschaftfräseroptionen unterschiedlicher Länge. Außerdem hat das modulare Wendelschaftfräserdesign einen weiteren entscheidenden Vorteil. Die erste Zahnreihe in Wendelschaftfräsern ist nicht nur beim seitlichen Fräsen, sondern auch beim Planfräsen einer höheren Belastung ausgesetzt, so dass ihr Verschleiß gegenüber den restlichen Wendeschneid-platten naturgemäß stärker ist. In Kompaktwerkzeugen kann ein Bruch der ersten Zahnreihe den Fräser stark beschädigen und ihn unbrauchbar machen. Im modularen System wird einfach die verschlissenen Wendeschneidplatte ersetzt, und weiter geht‘s. Man profitiert so von mehr Effizienz und längeren Standzeiten.
Alle neuen Fräser verfügen über innere Kühlmittelzufuhr, für längere Standzeiten und bessere Spanevakuierung bei problematischen Anwendungen wie Nutenfräsen und der Bearbeitung hoher Schultern. Vor allem bei tangentialer Klemmung ist dies vorteilhaft, da diese Art von Wendeschaftfräsern eine Reduzierung der Bearbeitungszeit sicherstellen.
In manchen Fällen kann das Profil im Weichensteller in einem Durchgang bearbeitet werden, in anderen Fällen muss die Bearbeitung in mehreren Schritten erfolgen, um das richtige Profil, den richtigen Durchmesser mit den korrekten Abmessungen zu fertigen.
Planfräsen
Die neu eingeführte T890-Linie bietet Planfräser für Schrupp- und Schlichtbearbeitungen, für tangential montierte Wendeschneidplatten mit 8 Schneidkanten, entwickelt zum Plan- und Schulterfräsen von Weichenstellern und Drehgestellrahmen. Selbstverständlich gibt es die Wendeschneidplatten in unterschiedlichen Schneidengeometrien für die Bearbeitung unterschiedlicher Werkstückstoffe.
FFQ4 zum Hochvorschubfräsen
Eine neue Linie von Hochvorschubfräsern mit einseitigen, quadratischen Wendeschneidplatten mit 4 Schneidkanten ist die FFQ4-Linie. Beim Einsatz auf angetriebenen Einheiten oder bei großen Auskragungen wird hiermit die Schnittkraft reduziert. Es gibt diese Fräser in unterschiedlichen Konfigurationen: Aufsteckfräser im Durchmesser von 40 bis zu 100 mm, Schaftfräser sowie auswechselbare Fräsköpfe in kleinen Durchmessern. Diese Fräser eignen sich für Schruppbearbeitungen von geraden Oberflächen, Kavitäten und Taschen, einschließlich Schrägeintauchen und Bohrzirkularfräsen.
Bohren
Herkömmliche Portalbearbeitungsmaschinen erfordern teilweise große Werkzeug-auskragungen, und die Bohrer sind oftmals unter labilen Bearbeitungsbedingungen in Betrieb. Die neuen SUMOCHAM-Bohrer mit Wechselbohrköpfen, zylindrischem Schaft und innerer Kühlmittelzufuhr ermöglichen hier Bohren mit hohem Vorschub, hohe Präzision und sehr gute Oberflächenqualität.
ICP-Wechselbohrköpfe werden für die Bearbeitung von Kohlenstoffstahl und legiertem Stahl empfohlen (ISO P). Sie sind bei der Bearbeitung von Eisenbahnkomponenten populär und haben von Anwendern hinsichtlich Bohroperationen von Drehgestellen bereits gute Noten erhalten.
Kombinierte Bohrwerkzeuge ermöglichen Bohr- und Fasbearbeitungen unter Einsatz desselben Werkzeugs. Verfügbar in verschiedenen Durchmessern, Schnitttiefen und Auskraglängen vergrößert dieses Werkzeugdesign das Anwendungsspektrum und reduziert sowohl die Zykluszeit als auch die Anzahl der für einen Prozess benötigten Bohrwerkzeuge.
Auch konsumiert die Eisenbahnindustrie sehr viele Sonderwerkzeuge gemäß Kundenspezifikation. Oftmals wird durch den Einsatz von Sonderwerkzeugen die Auskraglänge reduziert, die Lebensdauer des Bohrkörpers verlängert und nur ein einziges Werkzeug für verschiedenen Bearbeitungsschritte eingesetzt. ISCAR bietet eine Vielzahl von Sonderbohrwerkzeugen für diesen Industriebereich an, vor allem für die Verbindungen zwischen Schienen und Weichenstellern, was die Fertigungskosten signifikant reduziert.
Die charakteristischen Merkmale der Eisenbahnindustrie und deren Anforderungen wirken sich in vielfältiger Weise auf Zerspanungswerkzeuge aus. ISCAR reagiert entsprechend und entwickelt innovative, produktive und zuverlässige Bearbeitungslösungen für die Schwerzerspanung. Diese wurden vom Markt aufgrund der dadurch verbesserten Zerspanprozesse bereits begeistert angenommen.
Die Bearbeitung von Eisenbahnkomponenten ist sowohl für deren Hersteller als auch für die Hersteller von Zerspanungswerkzeugen eine große Herausforderung. Man hat mit einer Menge schwieriger Bedingungen zu tun – relativ große Bauteile, komplexe Strukturen, komplizierte Profile – und ebenfalls mit einer Menge abzutragendem Material, der Forderung nach zuverlässiger Standzeit sowie der Vermeidung hoher Wartungskosten.
Bei der Entscheidung für die passenden Werkzeuge und Wendeschneidplatten für jede Anwendung muss man bestimmte Parameter im Blick haben. Beispielsweise, welcher Werkstückstoff wird bearbeitet, wie ist der Zustand des Bauteils, der Maschine/Antriebsleistung, der Spannvorrichtung usw.
Ein zentraler Erfolgsfaktor für eine optimale Werkzeugentwicklung ist die Erzeugung einer virtuellen Fertigungsumgebung, die den Zerspanungsprozess und die Schnittbedingungen simuliert, um sicherzugehen, dass die gefertigten Werkzeuge die Einschränkungen von Werkstückstoff und Fertigungsumgebung bewältigen und dass sie die bestmögliche Lösung für den speziellen Bedarf des Herstellers von Eisenbahnkomponenten sind.
Beispielsweise kann es sinnvoll sein zu betrachten, wie neue Werkzeuge und Prozesse an die Bearbeitung von Drehgestellen und Weichenstellern angepasst werden. Der Drehgestell-rahmen kommt in allen drei Hauptkategorien des Schienensektors vor: Nahschienenverkehr, Personenschienenverkehr und Güterschienenverkehr. Der Weichensteller ist eines der gängigsten Bauteile, einschließlich Kreuzungspunkte, Weichen-Herzstück und 3-Wege-Weichen.
Rotierende Werkzeuge
Viele Bearbeitungen an einem Eisenbahnbauteil erfolgen durch rotierende Werkzeuge, insbesondere für Fräs- und Bohranwendungen.
Beim Fräsen kommen konische Fräser und Wendelschaftfräser zum Einsatz, aufgrund der großen Menge abzutragenden Materials. Fräser mit tangential montierten Wendeschneidplatten weisen eine höhere Werkzeugstabilität auf und ermöglichen eine engere Zahnteilung, was in höherer Produktivität mündet. Oftmals benötigt man für die Bearbeitung von Eisenbahnkomponenten Werkzeuge mit langen Auskragungen und unterschiedlichen Schnittlängen. Modulare Aufsteckfräserkonfigurationen stellen dafür eine flexible und wirtschaftliche Alternative gegenüber großen Wendelschaftfräsern mit kompaktem Werkzeugkörper dar.
T490 – eine modulare Lösung
Aufsteck-Wendelschaftfräser
Die unterschiedlichen Kombinationen von Basiseinheit und Aufsteckversion resultieren in Wendelschaftfräseroptionen unterschiedlicher Länge. Außerdem hat das modulare Wendelschaftfräserdesign einen weiteren entscheidenden Vorteil. Die erste Zahnreihe in Wendelschaftfräsern ist nicht nur beim seitlichen Fräsen, sondern auch beim Planfräsen einer höheren Belastung ausgesetzt, so dass ihr Verschleiß gegenüber den restlichen Wendeschneid-platten naturgemäß stärker ist. In Kompaktwerkzeugen kann ein Bruch der ersten Zahnreihe den Fräser stark beschädigen und ihn unbrauchbar machen. Im modularen System wird einfach die verschlissenen Wendeschneidplatte ersetzt, und weiter geht‘s. Man profitiert so von mehr Effizienz und längeren Standzeiten.
Alle neuen Fräser verfügen über innere Kühlmittelzufuhr, für längere Standzeiten und bessere Spanevakuierung bei problematischen Anwendungen wie Nutenfräsen und der Bearbeitung hoher Schultern. Vor allem bei tangentialer Klemmung ist dies vorteilhaft, da diese Art von Wendeschaftfräsern eine Reduzierung der Bearbeitungszeit sicherstellen.
In manchen Fällen kann das Profil im Weichensteller in einem Durchgang bearbeitet werden, in anderen Fällen muss die Bearbeitung in mehreren Schritten erfolgen, um das richtige Profil, den richtigen Durchmesser mit den korrekten Abmessungen zu fertigen.
Planfräsen
Die neu eingeführte T890-Linie bietet Planfräser für Schrupp- und Schlichtbearbeitungen, für tangential montierte Wendeschneidplatten mit 8 Schneidkanten, entwickelt zum Plan- und Schulterfräsen von Weichenstellern und Drehgestellrahmen. Selbstverständlich gibt es die Wendeschneidplatten in unterschiedlichen Schneidengeometrien für die Bearbeitung unterschiedlicher Werkstückstoffe.
FFQ4 zum Hochvorschubfräsen
Eine neue Linie von Hochvorschubfräsern mit einseitigen, quadratischen Wendeschneidplatten mit 4 Schneidkanten ist die FFQ4-Linie. Beim Einsatz auf angetriebenen Einheiten oder bei großen Auskragungen wird hiermit die Schnittkraft reduziert. Es gibt diese Fräser in unterschiedlichen Konfigurationen: Aufsteckfräser im Durchmesser von 40 bis zu 100 mm, Schaftfräser sowie auswechselbare Fräsköpfe in kleinen Durchmessern. Diese Fräser eignen sich für Schruppbearbeitungen von geraden Oberflächen, Kavitäten und Taschen, einschließlich Schrägeintauchen und Bohrzirkularfräsen.
Bohren
Herkömmliche Portalbearbeitungsmaschinen erfordern teilweise große Werkzeug-auskragungen, und die Bohrer sind oftmals unter labilen Bearbeitungsbedingungen in Betrieb. Die neuen SUMOCHAM-Bohrer mit Wechselbohrköpfen, zylindrischem Schaft und innerer Kühlmittelzufuhr ermöglichen hier Bohren mit hohem Vorschub, hohe Präzision und sehr gute Oberflächenqualität.
ICP-Wechselbohrköpfe werden für die Bearbeitung von Kohlenstoffstahl und legiertem Stahl empfohlen (ISO P). Sie sind bei der Bearbeitung von Eisenbahnkomponenten populär und haben von Anwendern hinsichtlich Bohroperationen von Drehgestellen bereits gute Noten erhalten.
Kombinierte Bohrwerkzeuge ermöglichen Bohr- und Fasbearbeitungen unter Einsatz desselben Werkzeugs. Verfügbar in verschiedenen Durchmessern, Schnitttiefen und Auskraglängen vergrößert dieses Werkzeugdesign das Anwendungsspektrum und reduziert sowohl die Zykluszeit als auch die Anzahl der für einen Prozess benötigten Bohrwerkzeuge.
Auch konsumiert die Eisenbahnindustrie sehr viele Sonderwerkzeuge gemäß Kundenspezifikation. Oftmals wird durch den Einsatz von Sonderwerkzeugen die Auskraglänge reduziert, die Lebensdauer des Bohrkörpers verlängert und nur ein einziges Werkzeug für verschiedenen Bearbeitungsschritte eingesetzt. ISCAR bietet eine Vielzahl von Sonderbohrwerkzeugen für diesen Industriebereich an, vor allem für die Verbindungen zwischen Schienen und Weichenstellern, was die Fertigungskosten signifikant reduziert.
Die charakteristischen Merkmale der Eisenbahnindustrie und deren Anforderungen wirken sich in vielfältiger Weise auf Zerspanungswerkzeuge aus. ISCAR reagiert entsprechend und entwickelt innovative, produktive und zuverlässige Bearbeitungslösungen für die Schwerzerspanung. Diese wurden vom Markt aufgrund der dadurch verbesserten Zerspanprozesse bereits begeistert angenommen.
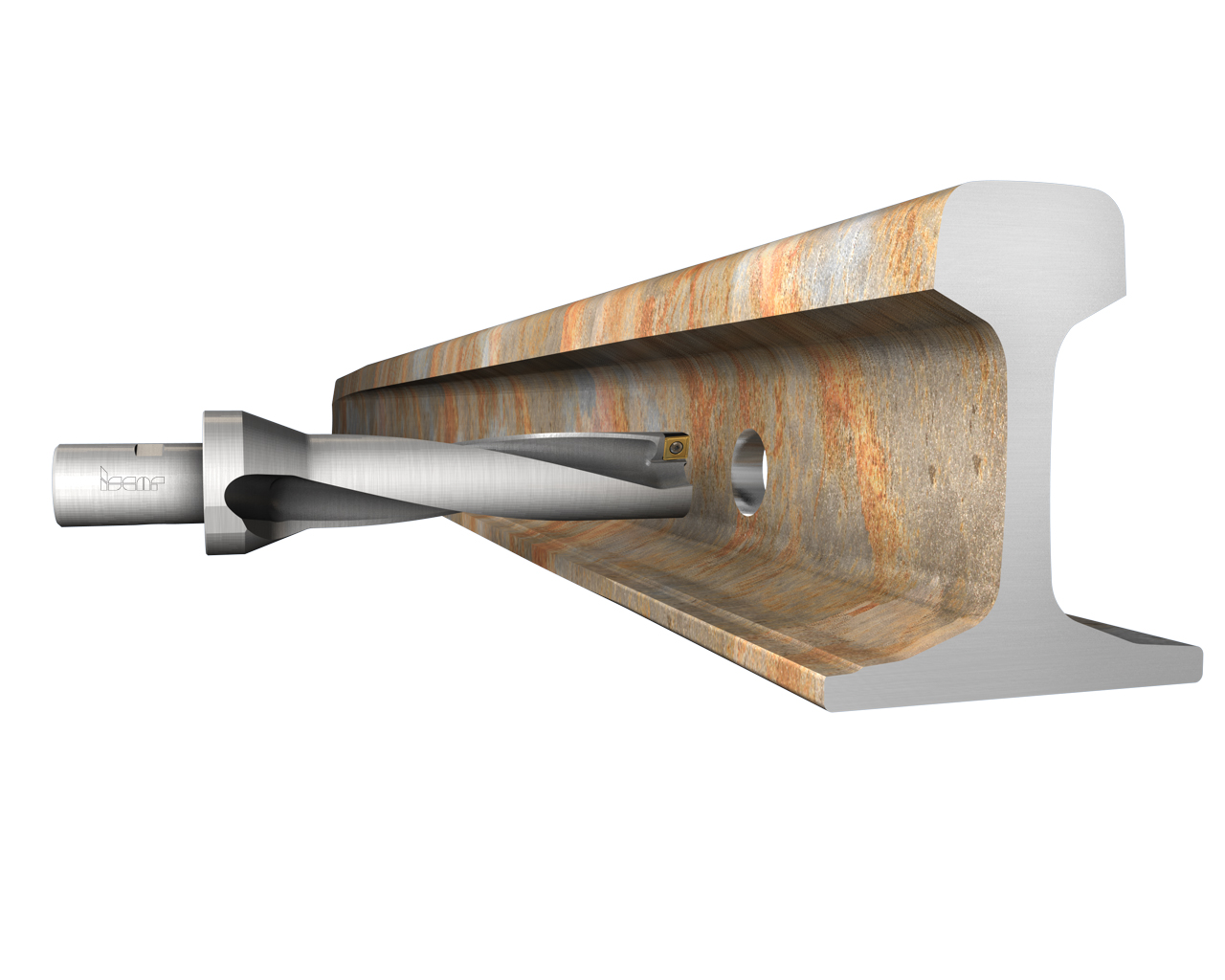
Bild 1
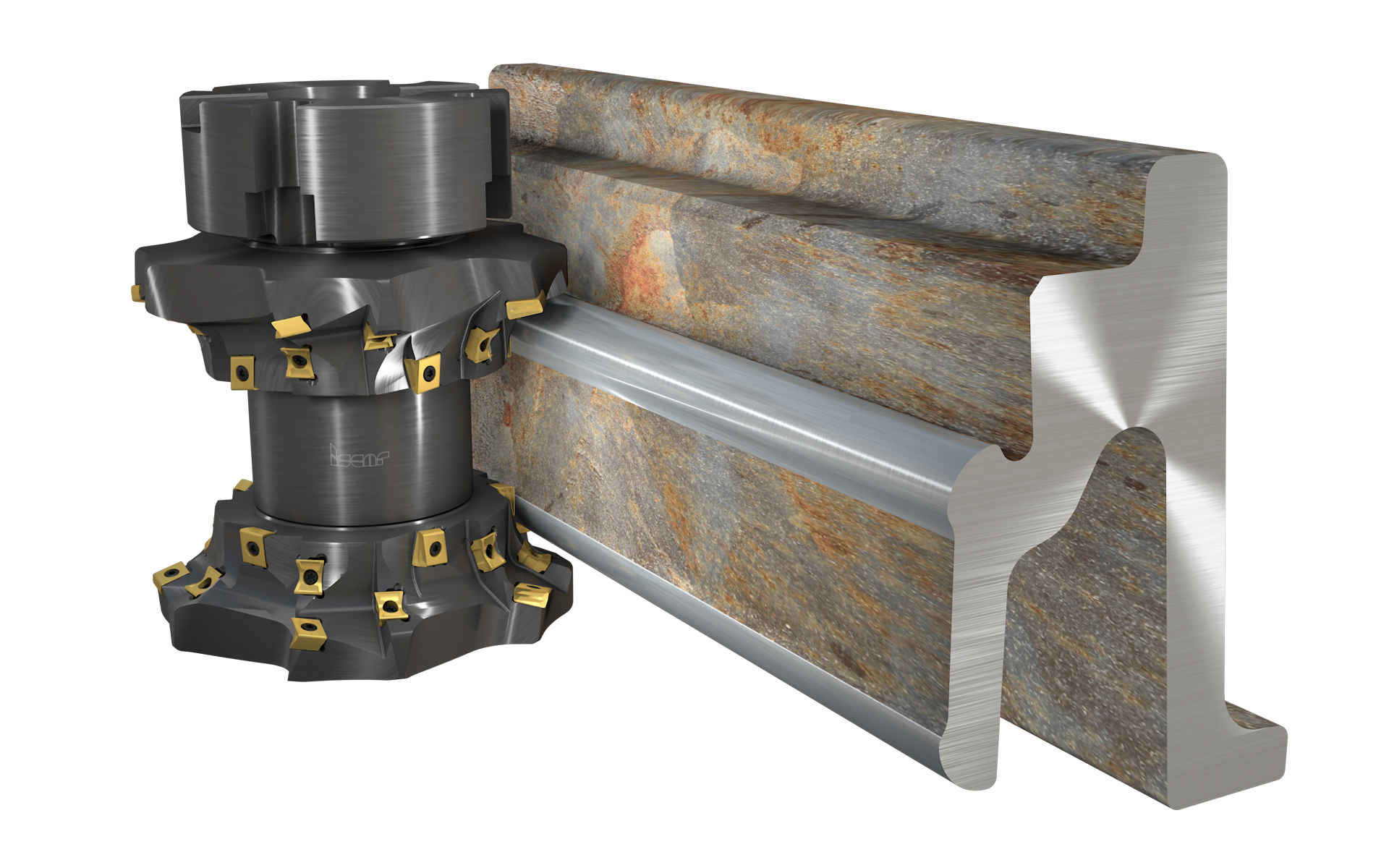
Bild 2

Bild 3
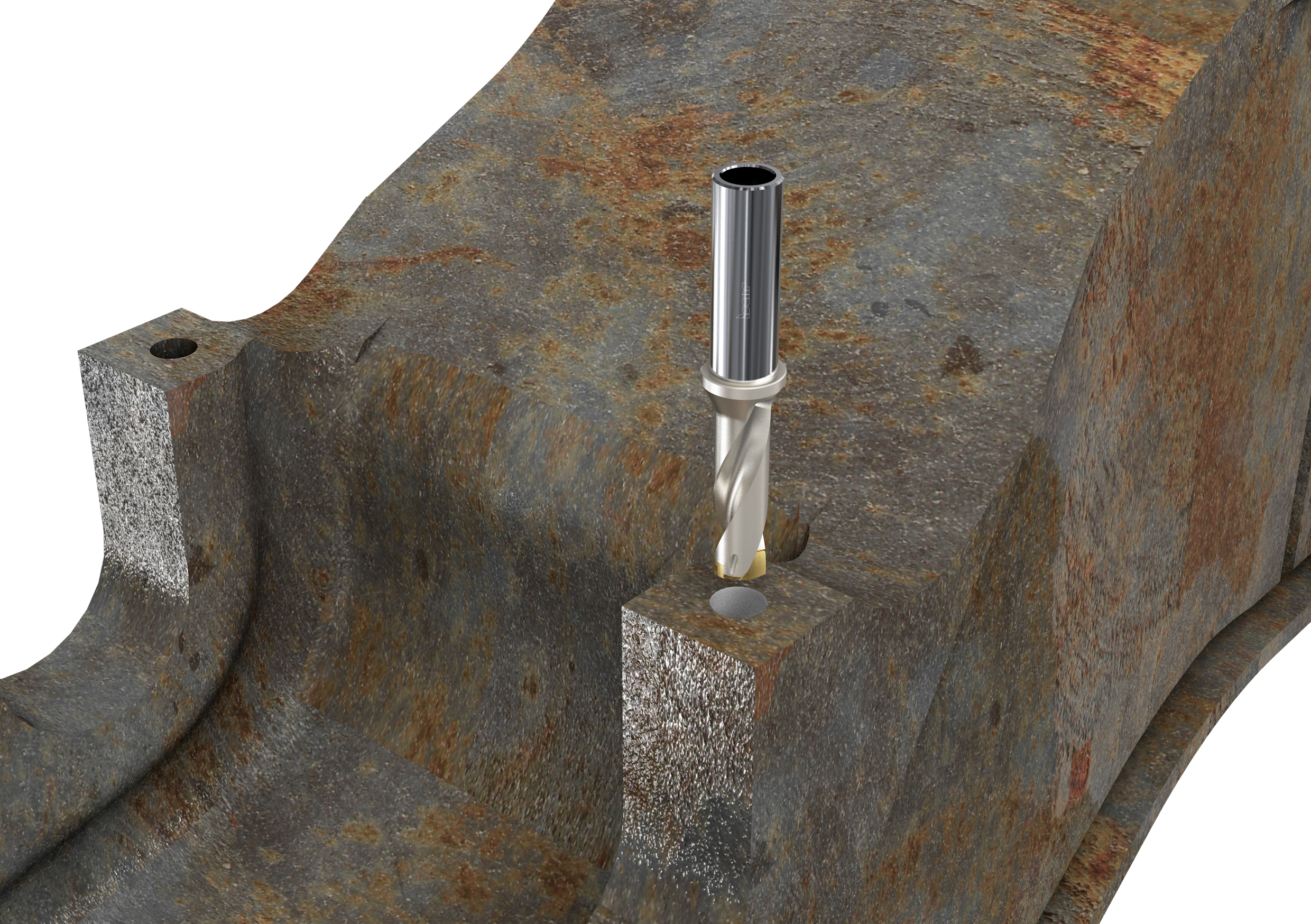
Bild 4

Bild 5