
Page 306 - Demo
P. 306
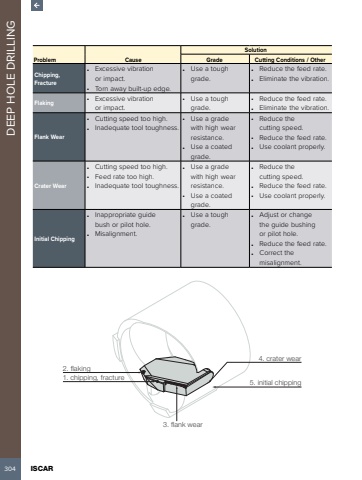
304 ISCAR DEEP HOLE DRILLINGProblem CauseSolutionGrade Cutting Conditions / OtherChipping,Fracture%u2022 Excessive vibration or impact. %u2022 Torn away built-up edge. %u2022 Use a tough grade. %u2022 Reduce the feed rate. %u2022 Eliminate the vibration. Flaking %u2022 Excessive vibration or impact. %u2022 Use a tough grade. %u2022 Reduce the feed rate. %u2022 Eliminate the vibration. Flank Wear%u2022 Cutting speed too high. %u2022 Inadequate tool toughness. %u2022 Use a grade with high wear resistance. %u2022 Use a coated grade. %u2022 Reduce the cutting speed. %u2022 Reduce the feed rate. %u2022 Use coolant properly. Crater Wear%u2022 Cutting speed too high. %u2022 Feed rate too high. %u2022 Inadequate tool toughness. %u2022 Use a grade with high wear resistance. %u2022 Use a coated grade. %u2022 Reduce the cutting speed. %u2022 Reduce the feed rate. %u2022 Use coolant properly. Initial Chipping%u2022 Inappropriate guide bush or pilot hole. %u2022 Misalignment. %u2022 Use a tough grade. %u2022 Adjust or change the guide bushing or pilot hole. %u2022 Reduce the feed rate. %u2022 Correct the misalignment. 4. crater wear5. initial chipping3. flank wear1. chipping, fracture2. flaking
